全自动高周波医疗袋熔接机使用说明书
全自动尿袋机为医疗用品(血袋、药袋、引流袋、尿袋)等相关产品生产的全自动设备,独特设计,特别适合医疗袋等相关产品的加工作业,本机利用高周波加热原理,使塑胶内部分子产生极化现象而运动,相互碰撞产生摩擦而自身产生热量,同时施加压力,从而达到使塑胶产品熔接热合的目的。
本机振荡频率27.12MHZ,符合国际工业波段的相关标准,适合各地区使用,且输出电力强大,内部配置有高灵敏度火花防护装置,有效保护产品和模具。
1. 设备特性
2. 1生产操作方式
本机为全自动设备,人员只须在料架上安装PVC薄膜,按动设备启动按钮,则设备就会自动完成,封边、切膜、机头自动下降(延迟)、熔接、定型、上升、拉片全部过程,周而复始,操作简单安全,操作人员无需经过特别培训。
2. 2输出电力的调节
本机采用低损耗的先进第四代同轴振荡器,可以随时因模具大小和产品材料厚度,同时配合相应的时间设置,调节相应的输出电力。
2. 3保护装置
过电流保护:当输出电流过大,超过设备的设定值(一般设定于1.5A)时,设备内部过电流保护装置会自动切断高周输出,从而保护设备内部的电子管和整流器不会因电流过大损坏。
火花保护:在工作过程中,如果上下模具间产生跳火现象,设备内部火花保护器会在跳火瞬间自动切断高周输出,同时模具随机头自动上升回到原位,保护模具不会因跳火而损坏。
急停开关:在正常工作过程中,如果有紧急情况发生,可以按动急停开关,使设备停止动作,机头自动上升回到原位。
2. 4上升距离
本机内设有一个三位电磁阀,可以根据产品的高度,利用上升时间制,随意调节器节气缸上升距离,以减少气缸推出和退回的时间,提高生产效率。
3.安装说明
3.1安装位置
本机应远离易产生高温的物体,且避免安装于潮湿、易受雨水浸及灰尘等物侵袭的地方,以免引起内部电子器件的损坏和漏电。
由于设备内部元器件(如变压器、电子管、振荡器)会产生一定的热量,应选择通风条件良好的环境安装设备,如果必须将设备安装于墙角,应与墙体保特至少15MM距离,以利于设备散热。
3.2电源供应
本机电源:380V 3相4线;(具体请参考设备铭牌所示)
输入电力14KVA,应在设备外安装40A空气开关与保险丝;
注意:本设备必须安装地线,为策安全!
3.3气源供应
本机所有机械动作需要压缩空气的推动,需配备至少3HP以上的空气压缩机。气压的大小可以参照气压表显示的读数,利用设备上的气压调节器调节器节,设备正常工作气压为5KGf/c㎡-7KGf/c㎡;
注意:调节时一定拔起调节旋钮才能转动,否则会损坏气压调节器。
3.4安装电子管
3.4.1安装振荡电子管
本机配备的振荡电子管型号为E3130RB;拆开设备下方机箱左右两边的防板,手拿电子管的下方金属散热片,小心将电子管放入谐振腔内部的陶瓷管座内,调整方向,使电子管的两个灯丝管脚位置和谐振腔顶盖上的两条灯丝铜带的位置对好,然后小心将灯丝铜带用电子管上自配的螺丝固定于相应的电子管灯丝脚上;注意,在拧紧电子管灯丝螺丝时,必须同时使用两把10#的扳手,一把扳手卡住电子管灯丝脚上下方的螺母,并且不能转动;用另外一把扳手卡住电子管灯丝脚上方的螺母,均匀用力转动,保证可靠紧固,否则会损坏电子管;再把谐振腔顶盖上方栅流铜圈上的铜片固定于电子管陶瓷上方与灯丝脚之间的金属圈上
3.4.2安装火花保护
本机配备的火花管型号为PL5557;拆开设备后方的防板,把火花管小心插入火花管座内(注意:管座上有两个孔的孔径和另外的两个孔的孔径不一样,请不要插错,否则会损坏火花管);最后将火花保护线路板上的陶瓷屏极帽套入火花管顶上的屏顶上
3.5 人机界面特点
3.5.1、采用三菱伺服定位控制,提高产品对位准确性。
3.5.2、采用三菱PLC、台达触摸屏控制技术,使机器参数设定,操作控制简易且准确度高等特点,符合人体工程要求。
3.5.3、采用色标传感器及PLC控制方式,使其自动化程度高,位置控制精度高,更进一步提高产品质量。
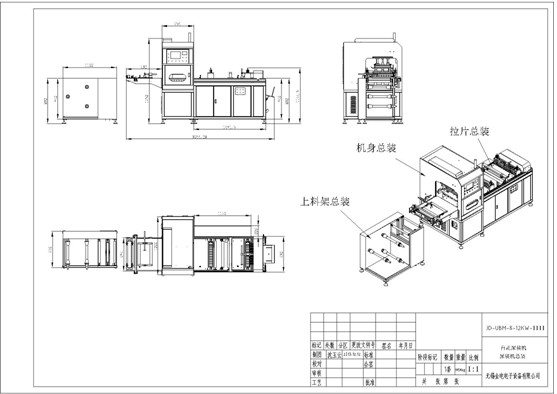
3.5安装示意图
4、功能说明
4.1电源总制:设备总开关,向上拨动为开,向下拨动为关。
4.2压力调节阀:用于调节主压力的大小,顺时针旋转为大,反之则小,一般在0.5-0.6MPa.
4.3、电源开关:为控制电源启动开关,置于OFF为关,ON为开。
4.4、高周:控制是否需要用高频输出,手动调校时请选择OFF。
4.5、急停:任意情况下,使设备终止一切工作状态,然后复原到待机状态。
4.6、机头上升:点动时,可以实现机头点动上升,直至气缸上位为止,方便安装调试模具。
4.7、机头下降:点动时,可以实现机头点动下降,直至下降到限位为止,方便安装调试模具。
4.8、高周功率输出量调节:即VC调节,顺时针旋转调节,高周功率输出量大直到达极限为止,逆时针旋转时,高周功率输出量小,直至空载屏流。
4.9、左退、右进:为伺服运行方向功能转换旋钮,左退为拉料伺服退料方向右进为拉料伺服进料方向。
4.10、点动拉料伺服运行:手动状态下,配合“左退,右进”功能键伺服运行,将实现点动手动伺服拉片运行操作。便于拉片色标追色调整及精准对位。
4.11.牵引伺服左退、右进:手动状态下:逆时针旋转时,牵引伺服进行退料运行,顺时针旋转时,牵引伺服进行进料运行。
4.12、升降机上下:在手自动状态下,逆时针旋转,托盘架实现手动上升;顺时针旋转,接料架实现手动下降。
4.13、蜂鸣器:当托盘自动运行到下极限时,蜂鸣器提示堆料已满。
4.14、计数蜂鸣器:计数报警计数达到时,蜂鸣器提示报警。
4.15、屏流表:显示高频输出时的电流,有高频时才有显示。
5、操作说明:
触摸显示屏介绍
在使用触摸屏时请注意,不要随便乱点击,以免促使微电脑自身报警,如有出现卡屏,请使用设备“电源开关”键关闭电源,等待10s以后重新开启电源即可。下面介绍触摸屏的主要功能。
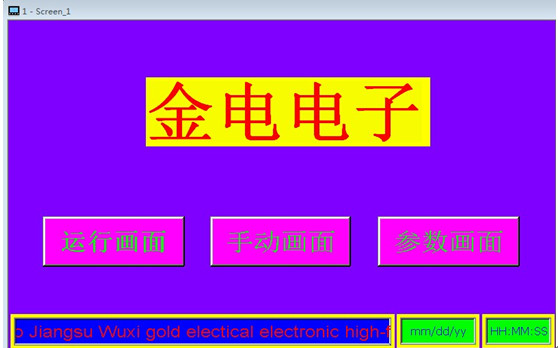
(一)首画面。
1.当开始上电后就弹出此画面,介绍公司名称。即初始画面
<二> 运行画面:点击“运行画面”按钮进入操作运行画面
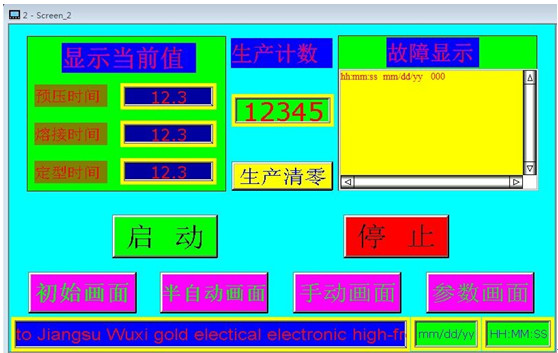
1.预压时间:显示机头下降时间经过值。
2.熔接时间:显示高频熔接时间值。
3.定型时间:显示高频熔接结束后的保压成型时间值
4.显示生产总数量即总数清零复位。当实际生产数等于设定生产数时设备即自动停止运行。如需继续生产需要按住生产清零键3S,使实际生产数归零。方可从新启动设备。
5.显示运行提示。
6.启动按钮: 在自动状态下启动设备工作运行。
7.停止按钮: 点击停止按钮在设备工作完一个工作循环下结束工作。
<三> 手动画面。

1 拉料进:拉料对辊往右边进料运行。
2拉料退:拉料对辊往左退料运行
3 牵引进:牵引对辊往右边进料运行。
4 牵引退:牵引对辊往左边退料运行。
5机头上升:功能同机头上升按钮一样。
6机头下降:功能同机头下降按钮一样。
7打料:点动此按键打料机构动作,打料时间的长短可以在参数画面内设定。
8拉料夹片:点击时使夹片松开,便于手动放料、对模,同时才能实现手动拉片伺服运行。
9牵引夹片:点击“牵引夹片”使牵引夹片动作,便于手动放料,对刀。
10定长/长度不定:显示伺服拉片是定长还是不定长运行,当在“长度不定”时色标才起作用。
11火花复位:当在高周时出现打火后需按此按键才能使报警灯取消。
12清零:产量清零,需按3秒以上才能清楚。
13生产计数设定:每次生产总量的设定,完成所需供应量,设备便自动终止运行。
14 生产计数:实际生产中生产计数的过程,当生产计数等于生产计数设定值时,设备便自动终止运行。
(四)参数画面
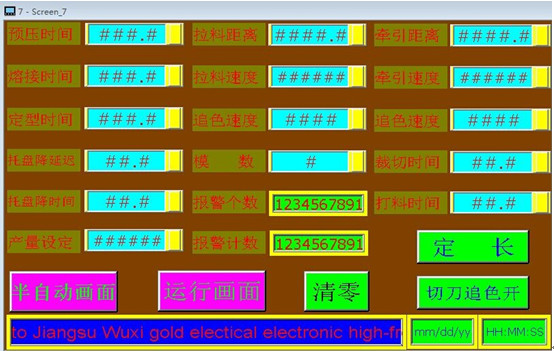
1 预压时间:设备机头自动下降到位所需时间,单位为:s,参考时间:0.3s
2熔接时间:设备在一定高周功率输出量下,能完美熔接产品的时间,单位:s。
3定型时间:产品在高周熔接完成后,仍然保持一定压力,使其完美的冷却定型时间,单位:s,参考时间0.3秒
4拉料距离:在“定长”状态下,拉片长度设定为单位产品的实际长度。在“不定长”状态下,拉片长度设定为单位产品的实际长度少于10mm,拉片定长值不到10mm时开始跟踪至超过定长值20mm,色标能跟踪上均正常,否则为不正常。
5报警个数:设置生产报警的个数。
6报警计数:报警计数的经过值,每达到设置生产报警的个数时报一次警。
7 托盘延迟时间:产品堆积到一定高度,其高度检测器需检测时间,避免切片时误测,正常设定为0.5s。
8托盘降时间:当堆料高度检测后,接料架自动下降的时间,单位s,正常设定为0.6-0.8s
9 拉料速度:伺服控制以脉冲位置控制方式,该设备伺服速度设定以脉冲数设为主,在脉冲范围内,设置脉冲数越多,其拉片速度越快,反之则越慢,最大不能超过20000。
10模数:高周一次熔接模具的个数,使切刀正常工作。
11清零:对报警计数进行归零操作。
12定长/长度不定:“长度不定”为色标追色控制,点击此按钮可实行定长和不定自动切换,为自动生产过程中控制方式的转换功能键。
13 牵引伺服距离:牵引伺服送料长度,即所切产品长度。“定长”控制时,设定距离为产品实际距离。“不定长”控制时,设定为实际所需产品长度少10mm即可。牵引伺服速度与拉料伺服设定相同。
14切刀时间:即完成切刀一个动作周期所需最短时间,一般0.55s左右。
15打料时间:设定打料时间的长短。
16切刀追色开/关:选择切刀追色开启或关闭,当关闭时为定长追色。
(五)故障显示画面:
高周熔接时出现打火现象就会弹出此画面。
在自动状态下选择不定长运行时,拉料色标在一定的范围内没有追到色就会弹出此画面,此时应该将“手动/自动”转换开关选在手动状态下把料移到合适位置再启动;或按下急停后拔起再启动。
在自动状态下选择不定长运行时,牵引色标在一定的范围内没有追到色就会弹出此画面,此时应该将“手动/自动”转换开关选在手动状态下把料移到合适位置再启动;或按下急停后拔起再启动。
当急停按下时显示此画面。
当面板上的“手动/自动”转换开关在手动状态时按下“启动”按钮就会提示手动状态不能自动启动。需在自动状态下按“启动”才能正常运行。
当切刀下面的升降电机碰到上位的行程开关时显示此画面,此时报警蜂鸣器响。
当切刀下面的升降电机碰到下位的行程开关时显示此画面,此时报警蜂鸣器响。
(六)、生产工艺流程
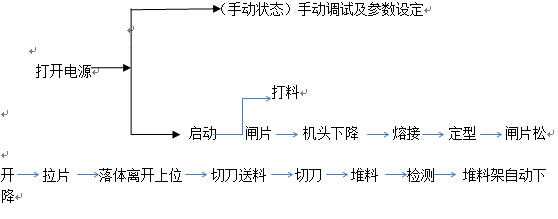
(六)、生产工艺流程
6.保养说明
6.1 请务必明白设备的具体操作程序,方可操作本设备;
6.2 在设备上模紧压下模,熔接动作进行时,请勿触摸上极板或上模具,以免烫伤;
6.3 设备水线接地铜片请保证可靠接触下台面板,否则设备会有高周泄漏现象;水线接地铜片与滑台之间必须清洁,不能有任何异物,否则会损坏接地铜片,如果损坏必须更换;
6.4 在拆装、调试模具平行度时,请关闭“高周开关”和“自动开关”;
6.5 开机时,先打开设备下方机箱上的“总电源开关”,再打开控制面板上的“电源开关”,待电子管预热至少5分钟,才能开始熔接操作,以保证和延长电子管的使用寿命;
6.6 关机时,依次关闭控制面板上的“高周开关”、“自动开关”、点动“下降”开关,让上模下降,紧压于下模,再关闭控制面板上的“电源开关”,待电子管冷却至少5分钟,再关闭设备下方机箱上的“总电源开关”,最后断开气源;
6.7 本机由一个员工操作,其它无关人员请勿站立于设备旁,以免无意碰触相关按钮,造成设备动作,发生危险;
6.8 设备上严禁放置液体物品,以免渗入设备内发生故障;
6.9 严禁在开机状态下移动本机,否则有损坏电子管的危险;
6.10本机使用时,模具及塑胶产品应保持清洁,否则会产生跳火现象;
6.11操作时,请勿上下模具或上下电极直接接触,以免因短路而损坏设备元件;
6.12严禁操作员将身体任何部位置放于设备上下模具、切刀、各转动部件处,以免压伤或夹伤;
6.13设备内有高压线路,维护修理时务必断开电源,并且用导线或绝缘良好的螺丝刀对设备高压阳极释放残余电能,确保安全;
6.14 非专业维修人员,请不要拆开设备防板,企图对设备进行维修,以免造成危险;
6.15加工一定数量产品后,如果模具有灰尘及碳化物,应以天那水(或酒精)擦洗;
6.16设备内应每月清理灰尘一次,特别是振荡器内的积尘;
6.17设备活动部位必须二至三个月加润滑油一次,保证润滑及使用寿命;
6.18机器底部为冷却风机进风口,请随时注意清理杂物,否则会影响设备散热而损坏电子管;
6.19压缩空气的水分会存积于空气过滤器的水瓶内,每次使用前请排除水瓶内的积水,以免损坏气动元件
公司名称:无锡金电电子设备有限公司
公司地址:江苏省无锡市八士镇芙蓉工业园35号
联系电话:13914117969 黄保华
公司邮箱:jd@wxjindan.com
相关搜索:高频热合机以一股洪荒之力研发全自动设备
引流袋、导尿袋、排尿带领先实现全自动高频热合技术
全自动高频机_高周波塑胶熔接机给医疗用品带来福音