高频熔断机模具结构及打火原因?
作者:
金电高频机厂家
来源:
日期:
2019-08-10
人气:
5197
【字体:
T
T 】

高周波熔断模具是无锡美之电厂家根据产品的个性要求定制一种工装治具,不同的产品要求设计的模具不同;同时也是高频熔断机上必备的模具,客户在使用过程中偶尔出现模具打火就不知道怎么办?
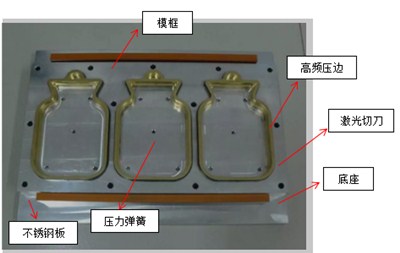
1、高频熔断模具结构
熔断模具主要由六部分组合而成,不同产品都需要开具相应的熔断模具配合高频熔断机使用,熔断模具的主要结构如下:
1.1压边模具
根据产品需求制作高频压边模具(材质最佳选择黄铜),采用CNC 加工设备
1.2压力弹簧
关于弹簧的多少、承重压力大小根据模具和设备增压吨位来定;
1.3不锈钢垫板
选用不锈钢板厚度在1-2mm左右,不锈钢需要打压力弹簧安装孔
1.4铝板底座
铝板厚度要求不少于25mm打沉孔放入弹簧(要求每个深孔深度一样)
1.5激光切刀
根据压边模具外型折弯成相应的形状,需要在激光刀侧面打孔
1.6铝板模框
把激光切刀固定在铝板模框内侧,而模框需要固定铝板底座上。
2、高频熔断模具安装方法
熔断模具安装方法主要有两种工艺:1、把模具固定到高频熔断机上压板用螺丝固定 2、把熔断模具直接放在自动滑台板上用压条固定即可。

3、高频熔断机防打火优势
优质的高频熔断机必须有高灵敏防打火装置,它的用途非常大,能瞬间切断高压保护模具,让模具风险降至冰点;目前防打火最灵敏的美国5557闸流管,其次就是俄罗斯5557闸流管,再次国产5557闸流管。
4、熔断模具打火原因
4.1 上压板与熔断模具之间平整度不够
4.2 高频输出电流调节过大
4.3 产品材质不适合高频工艺
4.4 没有高灵敏防打火装置
5、熔断模具维修方法
如果设备没有良好的火花保护系统出现熔断模具打火烧模具几率大大增高,主要出现压边模具损坏及激光刀模损坏两种现象。
5.1 压边模具损坏可以采用铜补焊,再加工磨平即可
5.2 激光刀模损坏就需要直接更换新的刀模
文章链接:美之电机器有哪些型号
推荐资讯
/ Recommended News
双头脚踏气动式高周波操作说明书
双头脚踏气动式高周波设备在使用之前请先阅读相关安全操作手册及使用说明书,在安全情况下使用本机,有任何问题可以咨询厂家或者售后人员.咨询热线:13914117969