腰托气袋TPU气管高频焊接工艺步骤
作者:
金电高频焊管机厂家
来源:
日期:
2019-08-20
人气:
5894
【字体:
T
T 】

无锡美之电厂家非标定制高频机_高周波17年制造经验,特别在汽车座椅按摩腰托气囊袋焊接机上有着非常成熟的生产经验,其中包括气袋模具设计生产,非标设备定制以及生产工艺的培训等一条龙服务;依需气管焊接工艺详细想您呈现生产步骤,提高气囊腰托的合格率,确保产品能通过DV和PV试验。
一、生产TPU气囊袋产品中气管与膜之间焊接工艺步骤:准备气管焊接模具-穿管-穿袋-焊接-拔管-成品。
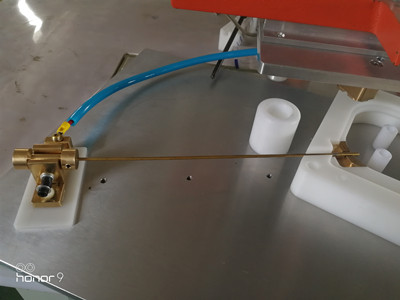
1、气管焊接模具
高频模具依需产品的样品及气管直径大小来定制模具其最大难点在于上、下模具的凹槽大小精准数据;模具主要有导电棒、上/下凹模、限位柱、定位柱以及上下安装铝板,可参照上述图片。

2、穿管工艺方法
根据气管大小定制的导电棒,如上述图片;手工把气管穿插到导电棒上即可,操作非常方便;但是在生产腰托气袋的时候厂家对气管的方向有要求,所有在穿管时候注意气管的位置。
3、穿袋工艺方法
工人把气管穿插到导电棒后再穿入到腰托气袋预留口处,再把气袋放入模具内定位,注意导电棒必须放入到模具的卡槽内即可。
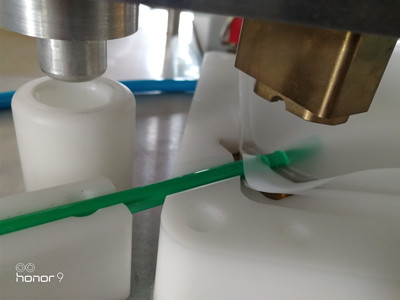
4、气管气袋焊接
以上准备工作全部做好后,脚踏上模具运用定位柱使上、下模具吻合接触,启动双手按钮后全自动高周波通管机分别自动对导电棒发射高频及气袋膜材发射高频,我们又称一次高频及二次高频的切换。
5、拔管工艺方法
以上经过全自动高频通管机焊接完成后,脚踏松开使上、下模具分离后,手动把焊接好的气袋从模具里面提出后并拔出气管。
6、成品收集方法
气管拔出后,焊气管工艺就算完成,采用专用收集箱整齐即可。
二、汽车行业内生产腰托气袋必须做的两项实验:DV测试和PV测试给大家普及相关知识点。
1、DV测试:工厂设计验证,主要验证零件设计是否满足要求,DV包括基本性能,高低温情况下,Margen发生器的气囊展开的到位时间。气袋的压力是否符合整车安全设定的目标,确保系统试验中假人的伤害值最小。发生器压力测试等。针对成熟设计,环境耐久可以跟PV一起验证。
2、PV测试:供应商设计验证,验证供应商零件生产是否满足设计要求,以及产线质量的稳定性,PV试验在DV试验基础上增加环境模拟试验,所用零件必须是正常生产线下来的模具件;环境模拟包括粉尘、温度震动、温湿冲击、温度冲击等。在实验室温箱中实现全生命周期的老化过程。老化之后的零件进行基础点爆,需满足设计要求。涉及到环境耐久,属于长周期试验,一轮一般至少需要3个月。供应商内部的子零件测试会更加严格,如发生器的温湿试验,设计冗余要大于整车使用寿命。
相关文章:TPU气袋热合机焊接样品
推荐资讯
/ Recommended News
双头脚踏气动式高周波操作说明书
双头脚踏气动式高周波设备在使用之前请先阅读相关安全操作手册及使用说明书,在安全情况下使用本机,有任何问题可以咨询厂家或者售后人员.咨询热线:13914117969