一、热压机工作原理
可塑性塑料的热压成型加工,是利用电加热温度使塑料表面熔化,配合相应的压力及时间运用模具就可以使塑料融合在一起,完成加工程序。
二、热压机机构原理
将 220V,50/60HZ 转变加热温度热能,利用模具配合相应的压力时塑料表面受到一定热量从而达到熔化效果。
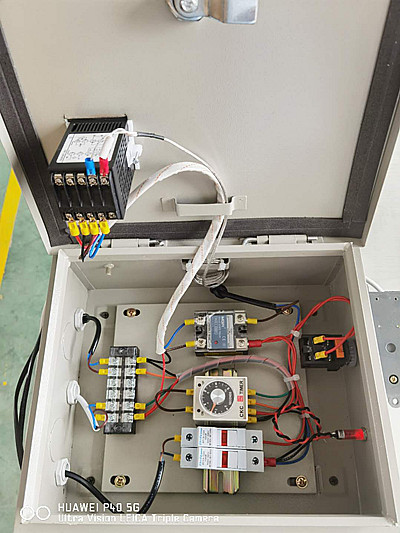
三、组件功用说明:
1、热压时间设定:调整受热时间
2、温度设定:依据塑料材质不同设定合理温度
3、气压设定:依据塑料材质厚薄设定相应的压力
4、电源开关及灯:电源开关的控制,及指示开路的信号
5、接地螺母:电子回路的接地线连接用,漏电时的安全保障。
6、保险丝座:电子线路的过载保护。
7、空气清净器:空压工作的气体过滤水分用。
四、机器安装法
1、将热压机放置于干爽空间里。(作业台需可承受 30㎏的力、高度约 600㎜,且不可放置在潮湿或多压的场所。)
2、接地:将地线一端接地,另一端接于加热箱接地螺丝上。
3、接空压源:将高压气压管引清净干燥的空压源与熔接机身上空气滤清器入口接头以管束结合锁紧。(空压源压力为 6~8 ㎏/cm2。)
4、接电源:加热箱后面的电源线及插头,请接上单相 AC220V,60/50HZ 电源。
五、热压操作:设定热压时间及热压温度:
1、完成上述的各部调整及热压前准备工作后。
2、脚踏机台板下启动按钮,加热模头自动下降。
3、视熔接工作状况及熔接后工作物形态,再调整焊头,底模并重新设定工作压力,温度,熔接时间,再试熔,重复调整至工作物理想熔接条件。(热压时间、温度高低的设定,从较长时间递减设定至理想条件,热压时间的设定,则须由小而大渐增方式设定。)
4、设定至理想熔接条件后,即可从事作业生产,生产前,清除工作台上不必要的物品,再行作业。
六、热压动作说明:
1、加热板下降:在电热箱导入电源及气压源接通后,先脚踏启动开关测试压板自动下降。
2、热压时间:根据塑料热压效果调整热压时间。
3、温度调整:根据塑料材质不同设置最佳理想温度值。
4、焊头上升:热压时间计时终了,焊头随之上升,完成一循环动作。
七、注意事项:
1、本机请勿置于潮湿或多压及过热的场所,机器上方勿放置流体物,平时注意整洁,随时擦拭,但不可使用液体清洗。
2、人体请勿重压于加热板焊头以免灼伤
3、非本公司设计的模具请勿使用在本机上测试或者使用,以免造成对机器严重损毁。
4、本机附有脚踏开关插座,一般作业,脚踏开关操作,以保护作业员的安全,如有必要可以另外定制控制电路!
5、 压缩空气气源应保持清洁干燥,本机的空气滤清器(AIR FILTER)内若有滞留 1/4-1/2 的水时,请随时排除,如水分过多时则须时常清理空压机的滤水器或者人为对空压机水处理系统作放水处理。
6、 接地线需接地,且不可接于供电源的电线上,以防止电源漏电。
八、热压机保养与维护:
1、焊头、底模及工作物常保持清洁。
2、定期检查电缆接头是否松动。
3、定期清洗空气滤清器,应使用清洁剂或水,不可使用挥发性的溶剂。
4、机械定期擦拭,但不可使用液体清洗,发振箱上方勿重压或放置流体物。
5、工作场所保持空气畅通,周围温度不可过高。(40℃以下)
6、升降沟槽,螺杆等定期抹黄油脂,并保持清洁。
7、搬运机器时,发振箱应与机身分离(拆开电缆插座),搬运须小心,勿受撞击。
8、长时间不使用时,请将本机外观擦拭,上油保养,并盖上附机的封套,置于干燥通风场所。
9、每月应打开控制箱上盖,用干净不带水分空气枪,清除箱内粉尘,以保持零件散热通风的良好。关于更多双头高频机操作规格及安全注意事项